感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
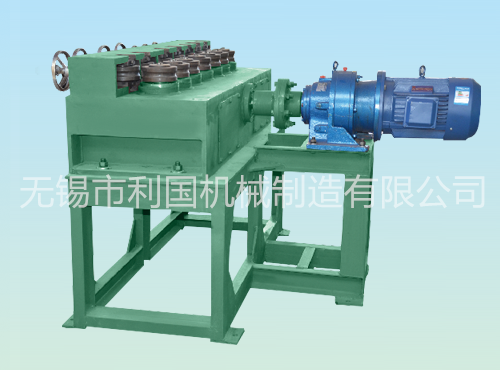
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
以熱軋矯直機為例,支撐輥與多個輥組合,支撐輥交替地放置在工作輥的上下部,熱軋板在雙輥工作輥之間通過,這兩個工作輥在縱向和橫向上被矯直,為了確保矯直機的工作軋輥的質量具有的小直徑的單個輥的形式,和支撐輥具有可調節的片軸向可被調節,以控制偏差的形式彎曲工作輥。
在原矯直機中,支撐輥的基本結構在下是相同的,都采用滾子軸承的雙軸承結構,考慮到在矯直過程中有助于去除諸如氧化鐵粉末之類的雜質的因素,下支撐輥的工作表面是螺旋槽,在安裝時,在同一組之間和組之間,左側和右側以階梯式螺旋布置,該結構具有以下問題:承載能力較弱、使用壽命短、密封軸承差、潤滑條件不充分等。
由于數控加工,可以通過改變加工程序來改變加工對象,為了減少更換工具和貴重設備的等待時間,的輔助時間當工件被更換,則要求附件具有如下功能,調整或更換緊固部件的定位,工件必須完全放置在附件中,并且零件的基礎相位必須具有嚴格的位置,此同時,附件必須完全定位在機床裝配的每個定位面,必須從機器的原點的尺寸協調,以滿足數控加工的定位和安裝的要求。
如今矯直機的日常維護工作基礎,是以潤滑以及檢查所有相關部件和清潔工作為主,這是由技工隊伍的領導牽頭,由機械操作完成,要調整矯直裝置和減少的電氣系統的具體特點,并進行調整,以確保機械組件的良好工作狀態。