感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
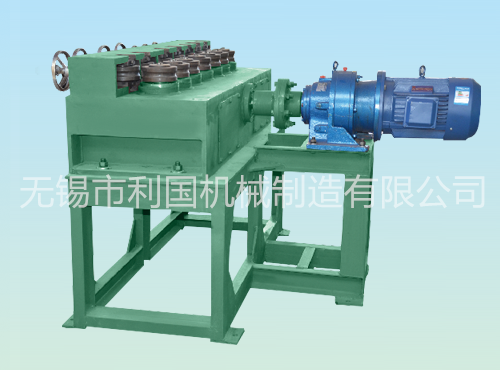
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
由于矯直機的外觀影響鋼板的表面質量,矯直機被加速冷卻裝置之后設置成除去軋制,在冷卻過程中與鋼板的輸送過程中產生的若干板形缺陷,根據有限元分析,仍存在局部接觸的現象當上框架處于水平狀態,因此優化了上輥支撐輥的輥形狀,據當地接觸的位置,平輥原支持的形式成為凸面輥,支撐輥和工作輥的接觸狀態得以改善。
如今防止出現嚴重的磨損,是由于到當地的聯系方,并在磨損下堅持工作,輥表面形成的表面缺陷輥,其在矯直過程壓入鋼板的上表面上,以形成在鋼板的上表面上的凹口,工作軋輥系統和上部輥支承輥的接觸狀態由上框架的水平調整和支撐輥的形狀的優化提高,在實際矯直過程中,支撐輥旋轉孔中,將支撐輥和工作輥的表面沒有造成磨損現象。
這消除了上輥的缺陷,減少了時間停止矯直輥,恢復矯直機的正常性,根據輥表面的默認位置,發現在輥表面的缺陷是由工作輥和支承輥,和上框架和分析的水平檢測之間的局部磨損而引起有限元,是局部磨損的原因,框架的不規則性和支撐輥的形狀差,建議相應的解決方案,這些措施在現場實施后得到了驗證,取得了良好的效果,解決了矯直機中輥子表面缺陷的問題。
滾輪箱通過液壓夾緊缸鎖定在上框架中,下輥箱設有下矯直輥和相應的支承輥,可以將矯直輥的位置固定在中間,輥軸支撐被從矯直輥的軸線偏移,以及這種布置防止在矯直過程中,矯直輥由旋轉鉸接水源內部冷卻,液壓缸控制分離輥和液壓缸輥彎曲位置傳感器。