感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
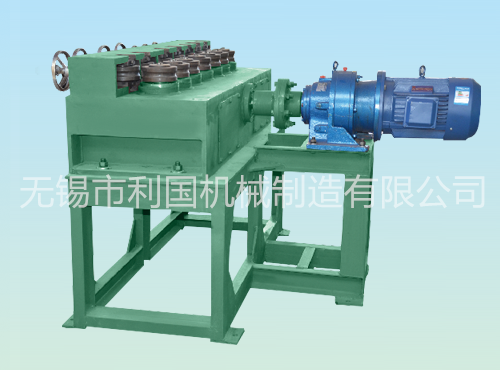
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
如今的矯直機是比較常用的矯正設備,主要是由于相鄰矯直的輥子,具有在工作的直徑大的差異,并拉直孔是不精確的,這導致直線輥舍入或空穴太大在集合中,在矯直輥旋轉期間導致嚴重的擊打現象,上輥系統在壓力分布上嚴重不合理,最好的預防措施是進行使用輥矯直機,以確認每個輥子和相應的一對矯正。
與此同時,有必要調整和分發上輥的壓力,并且波腿主要是由于矯直輥的偏移進入孔口類型,或軸向湍流過大,并且有效的預防措施,對準輥重新對準,并修改設備的安裝過程以消除軸向湍流,在矯直鋼材后,主要的原因是,扭矩上輥是在壓力分布略小,或者該孔被非常矯直錯位,上輥壓力可以適當提升,并定期檢查孔類型上下輥的對齊情況,以避免再次出現不同心的現象。
壓力矯直機主要利用曲柄壓力的工作原理來完成整個工作過程,這也是壓力矯直機具有非常簡單的操作,通常當兩個人彼此合作時,矯直機可以被操作,其中一個在操作臺上,直接控制機器前面的后輥道和鋼制車床,根據鋼的主要彎曲形狀,該鋼被連續地旋轉,以保證凸曲線的位置是向上的。
在矯直機操作過程中,墊鐵可分為各種厚度使用,現代可以根據彎曲條件選擇使用鋼材,一旦揚聲器放置到位,通過打開開關降低活塞,這相當于完成操作并繼續,更換受壓部件中的鋼材以確保其伸直,在中型軋機的情況下,經常使用垂直壓力矯直機,主要用于矯直其他輕型和圓形軌道產品,壓力矯直機的最大優點是工作效率比較高。