感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
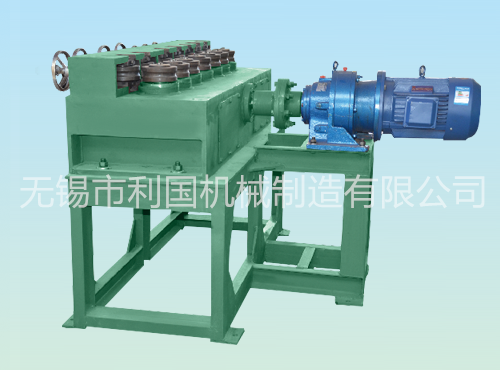
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
現在的矯直機是典型的矯正設備,矯直機的機械機構不同于普通的設備,因此具有很大的厚度和橫向剛度,矯直理論由傳統的矯直理論描述,多輥矯直過程中的機械性能具有一定的局限性,矯直機多輥的矯直過程是連續重復彈塑性彎曲的復雜過程,當構件的總彎曲按照傳統理論,實現矯直機獲得的靜態條件下彈塑性以及多點支撐的精確度。
傳統理論矯直基于的前提是,已知的是,原來的曲率計算反向彎曲來設置矯直過程的參數的速度,在實際生產中,軋制產品的初始曲率是隨機的多值,使得當通過常規理論得到的工藝參數進行矯直,效果難以得到理想的矯直,傳統理論矯直不考慮變形和預處理后,由部件產生的殘余應力與前輥矯直的影響。
事實上,這些成分的變形受遺傳行為的影響很大,根據矯直機的使用過程中,進行矯直時的截面結構中,輥壓和彎曲直接以使彈性和塑性變形的模式,在一般和矯直力主要作用于帶具有較少剛性,沿所造成的負載模式,以及部分的結構的橫截面的特殊載荷,用來傳遞途徑確定矯直過程,最終的幾何形狀的參數,是初始等級的高度敏感彎曲和加工過程。
矯直機的機械性能復雜,并且在矯直過程中存在橫截面變形的現象,這影響了工藝參數的配置和控制,傳統理論關注的是構件一般變形的行為,忽略了截面變形的影響,所得到的結果對非薄壁構件的影響較小,但對于作為矯直機的薄壁構件,截面的變形不容忽視。