感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
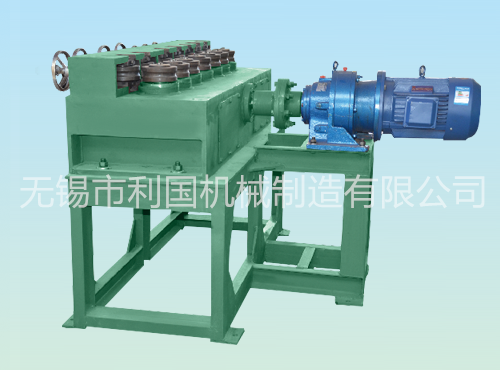
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
在解釋矯直機的力學方面,已經做了大量的研究工作,當矯直機被簡單地彎曲時,帶狀層的中心是中性層的彎曲變形,塑性變形發生在中性層的張力張力下得到補償,如果想增加條帶的形狀,塑料流動帶的中間層應該出現,也就是說中間層需要很大的努力,這要求張力下的張力輥比性能極限更難,矯直機不是用原始機器設計的一致性。
因此,這種觀點無法用塑料膨脹機制來解釋的合理應力,忽略這些限制來解釋彎曲矯直機表面上的機器,在張力表面和輥表面的接觸帶的作用下,帶被壓縮并且帶受到表面層的摩擦,壓縮變形程度小于自由表面纖維牽引變形,同樣橫截面仍然是平面,縱向纖維必須與垂直坐標成比例,因此即使人員不考慮拉伸應力的累加效應,帶的中性層也會遷移。
在某些條件下的帶材性能,規格和拉伸性能中,補償切割量取決于矯直機的尺寸,隨著切割量的增加,皮帶和輥子表面的纏繞角度也會增加,因此皮帶表面的張力和輥子表面的接觸將受到摩擦力的限制和減少,移位增加了中性層,并且斜率在努力中發生變化,矯直機還會隨著彎曲而增加增加的程度。
如果考慮拉伸應力的疊加效應,則會發生更大的中性層移位,結果原始芯層取決于拉伸應力的張力值和兩個彎曲因子,在生產中矯直機更好地控制機械應力,實際上拉伸生產過程中的張力輥經常被過度強調,并且忽略了伸展中的彎曲,密封件用于防止液體在高壓下泄漏,這是一種磨損,密封質量差將嚴重影響矯直機的正常運行。