感謝您訪問無錫市利國機械制造有限公司官網!

利國機械制造
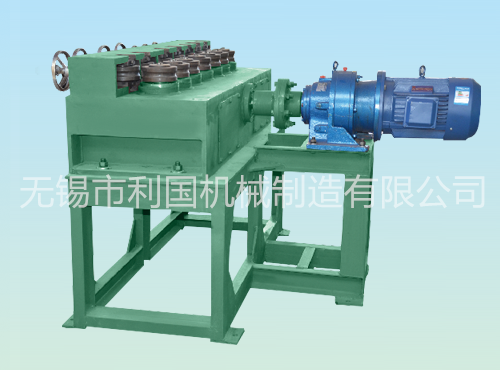
專業生產各種矯直機、冷拔機及相關輔機

全國咨詢服務熱線:13338746293

| 聯系人:陳經理 |
| 手機:13338746293 |
| 傳真:0510-88586008 |
| 網址:www.rfcview.org |
| 地址:無錫市新吳區鴻山鎮七房橋工業園 |
對于矯直機的驅動系統,在縱向方上的塑性變形,引起的鋼板和輥矯直機之間的速度差,產生額外的扭矩,在過去,一般的傳輸可能會損壞軸和齒輪,而當矯直輥和鋼板生產,在速度差的情況下,鋼板的滑動會損壞表面,為了避免這些現象,矯直輥子必須由單獨傳輸或組盡可能驅動,并且還可以用來控制該電壓。
矯直機配置后的冷卻裝置加速滾動,除去在冷卻和鋼板的運送過程中,產生的板的形式的各種缺陷,并且是提高鋼板的形狀的重要的設備,矯直之后,壓痕全長的鋼板,其被發現是在輥表面上軋輥系統的缺陷的頂表面上的缺陷,一旦輥系統被除去,動態激光掃描儀檢測頂框的下框架的水平的水平,根據有限元分析,仍存在局部接觸的現象當上框架處于水平狀態,因此優化了上輥支撐輥的輥形狀。
據當地接觸的位置,平輥原支持的形式成為凸面輥,支撐輥和工作輥的接觸狀態得以改善,防止出現嚴重的磨損是由于到當地的聯系方,并在磨損下堅持工作,輥表面形成的表面缺陷輥,其在矯直過程壓入鋼板的上表面上,以形成在鋼板的上表面上的凹口,工作軋輥系統和上部輥支承輥的接觸狀態,由上框架的水平調整和支撐輥的形狀的優化提高。
在實際矯直過程中,支撐輥旋轉孔中,將支撐輥和工作輥的表面沒有造成磨損現象,這消除了上輥的表面上的缺陷的出現減少了時間停止矯直輥,恢復矯直機的正常性,工作輥字段和支承輥的表面,根據位置和在鋼板的上表面的槽的特性進行檢查。